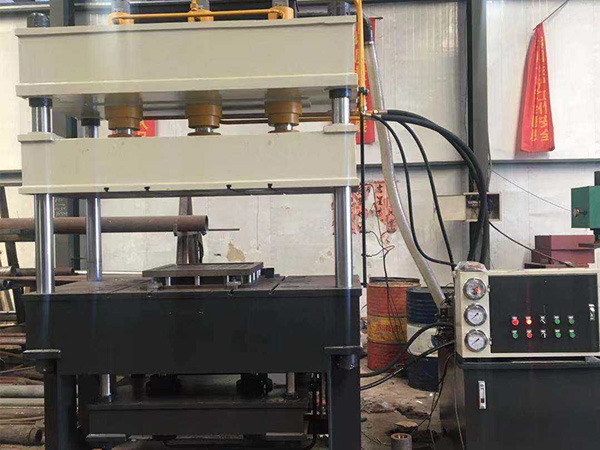
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:47367 次瀏覽
四柱液壓機成形技術
一、優勢。
與傳統的衝壓工藝相比,液壓機成形工藝在減輕重量、減少零件數量和模具數量、提高剛度與強度、降低生產成本等方麵具有明顯的技術和經濟優勢,在工業領域尤其是汽車工業中得到了越來越多的應用。
在汽車工業及航空、航天等領域,減輕結構質量以節約運行中的能量是人們長期追求的目標,也是製造技術發展的趨勢之一。液壓成形就是為實現結構輕量化的一種製造技術。
液壓成形也被稱為“內高壓成形”,它的基本原理是以管材作為坯料,在管材內部施加超高壓液體同時,對管坯的兩端施加軸向推力,進行補料。在兩種外力的共同作用下,管坯材料發生塑性變形,並很終與模具型腔內壁貼合,得到形狀與精度均符合技術要求的中空零件。
二、優點。
對於空心變截麵結構件,傳統的製造工藝是先衝壓成形兩個半片,然後再焊接成整體,而液壓成形則可以一次整體成形沿構件截麵有變化的空心結構件。與衝壓焊接工藝相比,液壓成形技術和工藝有以下主要優點:
減輕質量,節約材料。對於汽車發動機托架、散熱器支架等典型零件,液壓成形件比衝壓件減輕20%~40%;對於空心階梯軸類零件,可以減輕40%~50%的重量。
減少零件和模具數量,降低模具費用。液壓成形件通常隻需要1套模具,而衝壓件大多需要多套模具。液壓成形的發動機托架零件由6個減少到1個,散熱器支架零件由17個減少到10個。
可減少後續機械加工和組裝的焊接量。以散熱器支架為例,散熱麵積增加43%,焊點由174個減少到20個,工序由13道減少到6道,生產率提高66%。
提高強度與剛度,尤其是疲勞強度,如液壓成形的散熱器支架,其剛度在垂直方向可提高39%,水平方向可提高50%。
降低生產成本。根據對已應用液壓成形零件的統計分析,液壓成形件的生產成本比衝壓件平均降低15%~20%,模具費用降低20%~30%。