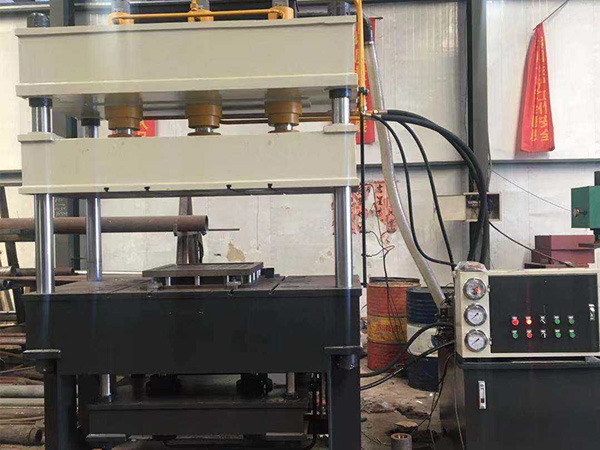
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:46360 次瀏覽
塑料硫化機電鍍過程中的故障處理
采用塑料硫化機零件代替金屬部件,是降低汽車自重與油耗的一個重要措施。塑料硫化機零件固然具有質量輕、成形輕易、本錢低、耐腐蝕等優點,但也存在著強度、耐候性、裝飾性不如金屬零件的缺點。為了適應轎車裝飾性要求,很多汽車塑料零件需要進行電鍍、燙印、水印、噴漆等表麵處理。
塑料硫化機電鍍的質量,不僅與電鍍工藝有關,還與其材質、成形工藝有密切的聯係。
在一次為試製樣車配套塑料標牌的電鍍過程中,我們碰到了意想不到的困難。配套廠為我們送來的塑料樣件不是正規的注塑件,而是在abs(台灣757)注塑板上機械加工成形、表麵拋光的樣品。
我們采用如下常規的塑料電鍍工藝進行電鍍。
內應力熱處理→化學除油→水洗→粗化→水洗→敏化→水洗→活化→水洗→還原→水洗→化學沉銅→水洗→電鍍無光鎳→水洗→酸性光亮銅→水洗→光亮鍍鎳→水洗→套鉻→水洗→吹幹。
該樣品在粗化前外表都很正常,表麵粗糙度也很低,但一經粗化工序,表麵就出現幾處發黃的斑區,化學沉銅時該區鍍層發黑,電鍍後出現漏鍍。盡管多次調整粗化工藝條件,延長內應力熱處理時間,加強還原工序,但收效甚微。經對毛坯製作工藝過程調查,了解到製作樣件毛坯的 abs注塑板,因注塑機料膛清理不盡,注塑板上總有少量玄色 pc料的夾雜物。雖經在機械加工和拋光後,表麵見不到缺陷。但在粗化過程中由於該區內應力比較大,很輕易粗化過度,形成微細裂紋或疏鬆。