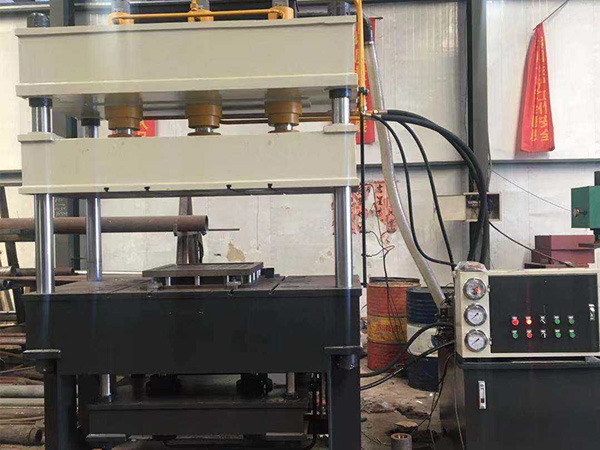
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:45408 次瀏覽
膠帶硫化機硫化溫度
膠帶硫化膠接時的硫化溫度,是生膠料在要求條件下,硫化反應的佳溫度就是橡膠硫化工藝中主要的控製條件之一。由於現場作業、作業環境和條件不好,膠料的硫化體係又是不易掌握,目前外大多數都控製在145±5℃。
膠帶硫化機硫化壓力
硫化壓力就是了膠帶硫化膠接的一個重要條件。因為壓力是在硫化過程中可起到如下作用:
①提高芯層與膠料密實性和粘著性,排出接頭內部的氣體,氣泡;
②促進膠料的流動,並迅速填充芯層的粘合麵;
③提高膠帶接頭粘合麵的附著強度和膠帶的耐屈擾性能。
硫化力大小,要根據膠料的性能(主要是可塑性),產品結構、工藝條件而定。膠料流動小,硫化壓力應大些;反之,壓力要小些。膠帶較厚,膠布層多(芯層),結構複雜,鋼絲繩為芯層的,則應需要較大的硫化壓力。硫化壓力對硫化速度的影響很小,一般可不考慮。現場硫化膠接時,對帆布、尼龍芯層膠帶,硫化壓力為0.8-1.2MPa;。膠帶較薄,應選用下限,膠帶較厚應選用上限。
硫化時間:硫化的膠接過程,必須通過的時間才能完成。硫化時間,對於帆布、尼龍芯膠帶可按下麵公式進行計算:
T=Tzh+(i+δ)K 式中:T――硫化時間(mim)Tzh―――膠料正硫化時間,一般選用15mim