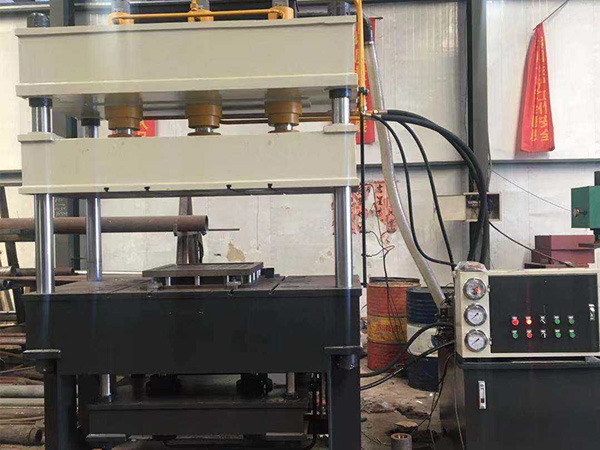
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:45316 次瀏覽
為了提高工作效率,除了在操作前後進行維護和保養外,還需要觀察硫化過程中硫化機的能耗。 建議使用電磁離合器被動防驅動卷盤形式,以減少鋼絲繩心軸和卷盤之間的摩擦。 降低預張緊所需的功率,準確地提供單根鋼絲繩的預張緊力,減少減速機-電機組的數量,從而減少能耗和維護難度,並減小鋼絲繩預張緊的整體空間 站。 提高更換鋼絲繩錠子的便利性。 在減小空間的尺寸方麵,各個液壓缸被分配並且力已經被該空間占據,並且使用不同鋼絲直徑的鋼絲繩。
在熟悉了硫化機的過程之後,是時候了解硫化機的過程條件了:
1.生胎的保存時間長為三天,應根據生胎的生產順序進行硫化;
2.生膠輪胎在硫化機暴露前的時間不得超過2小時。
3.各種硫化介質,例如蒸汽,過熱水,自來水,壓縮空氣壓力,溫度,夾緊力,真空度等,應控製在規定範圍內。 開始工作時請檢查各種電源介質。 生產後;
3.成型完成後,生胎的下環應與下卡盤保持15〜20mm的距離;
4.使用的模具數量不能超過1200次;
5.橡膠邊緣或模具打褶的質量不應超過規定。 輪胎表麵應及時清除,並應定期調整和清潔。
硫化機溫度控製閥是用於加熱係統流量調節的重要的調節裝置。 其他調節閥是輔助裝置,因此需要溫度調節閥。 如果加熱係統未配備溫度控製閥,則不能稱為加熱計量係統。 在溫度控製閥的設計中,正確的選擇非常重要。 溫度控製閥的目的是根據設計流量(在已知熱負荷下)確定KV值(流量係數),然後從KV值確定溫度控製閥的直徑(型號)。 因此,設計目錄或製造商的樣品須給出KV值與直徑之間的關係,否則設計人員將無法使用。