全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:45461 次瀏覽
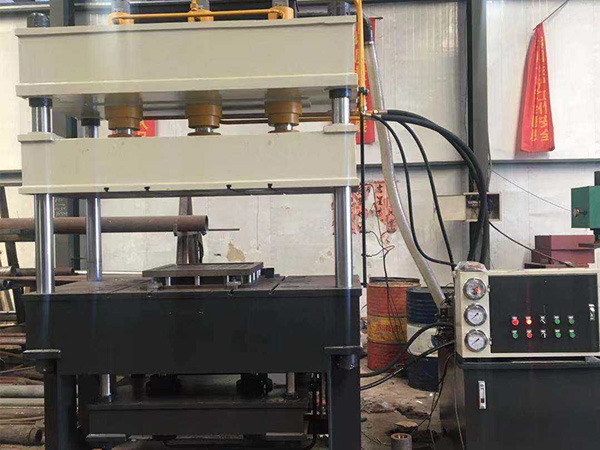
在橡膠加工中,壓力機稱為平板硫化機。 壓力機的主要參數包括公稱噸數,壓板尺寸,工作行程和柱塞直徑。 這些指示符確定壓機可以成型的產品的麵積,高度或厚度以及可以達到的大成型壓力。 根據結構的特點,模具可分為溢流型,非溢流型和半溢流型三種類型,其中半溢流型使用多。
該過程分為進料,合模,排氣,固化,脫模和模具清潔。 如果硫化機具有在成型過程中需要密封的插入物,則應在進料前放置插入物。 主要受控工藝條件是壓力,模具溫度和成型時間。
成型方法也是橡膠工業中極其重要的成型方法。 將橡膠材料切割或衝壓成簡單的形狀,添加到加熱模具中,在成型的同時進行硫化,產品也被熱釋放。 通過這種方法可以生產許多橡膠模型產品,例如墊圈,減震產品(例如圍裙,橡膠板)等。
平麵硫化機操作程序
一:準備:
1使用前檢查液壓油量。 液壓油的高度為下底座的2/3。 當機油量不足時,應及時添加。 注入之前,對油進行精細過濾。 在下部底座的油孔中添加純20#液壓油。 油位的高度由油標準杆看到,通常將其加到下底座的2/3的高度上。
2檢查色譜柱軸和導向裝置之間的潤滑以及時加油,以保持良好的潤滑。
3打開電源,將操作手柄移至垂直位置,關閉回油口,按下電動機啟動按鈕,來自油泵的油進入油缸,驅動柱塞上升,並且當加熱板處於 關閉時,機油泵繼續供油,因此當機油壓力升至額定值(14.5MPa)時,按對位停止按鈕使機器處於停止壓力狀態(即定時硫化)。 達到硫化時間後,移動手柄以降低柱塞以打開模具。
4熱板的溫度控製:關閉旋轉按鈕SA1時,熱板開始加熱,當熱板的溫度達到預設值時,加熱將自動停止。 當溫度低於設定值時,印版將自動加熱,並且溫度始終處於設定值。
5硫化機動作控製:按下電機啟動按鈕SB2,交流接觸器通電,油泵工作,當液壓達到設定值時,交流接觸器斷開,開始自動記錄硫化時間。 當壓力下降時,泵馬達自動啟動。 按下可達到設定的硫化時間,發聲器將發出蜂鳴聲,告知硫化時間已到,您可以打開模具,按下停止按鈕,移動手動操作閥,然後放低板進行下一個循環。
二:液壓係統
1液壓油應使用20#的機械油或32#的液壓油,在添加之前須對油進行精細過濾。
2定期釋放機油,將其用於沉澱和過濾,並同時清潔機油濾清器。
3機器的所有零件均應保持清潔,並經常對立柱軸和導向架加油,以保持良好的潤滑。