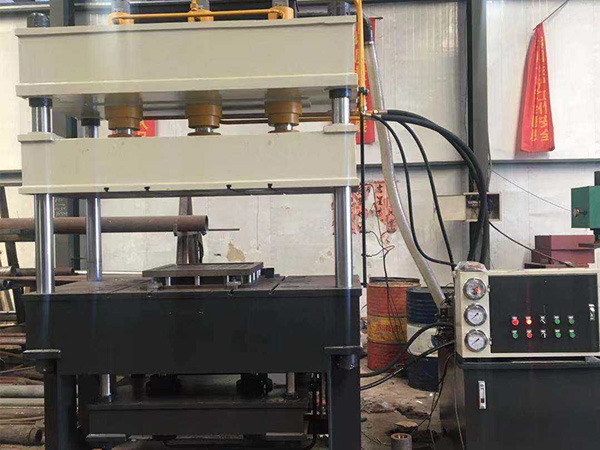
全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:44293 次瀏覽
膠帶拉緊→膠帶接頭裁剝與粘接→打磨洗濯→裝置硫化機→上膠→搭接→硫化→掃尾清算現場。
明白了膠帶硫化的次要工序,各工序環環相扣,每一個細節都不成輕忽,不然膠帶硫化的品質難以保障,各工序的留意事項簡述如下。膠帶分條機
為了提高膠帶接頭的剪切、高溫硫化機彎曲和拉伸強度,正常膠帶利用分層分段階梯式搭接法。為了使膠帶機運轉安穩,改善膠帶接頭與滾筒以及托輥的接觸前提,以耽誤組件的利用壽命,膠帶的接口是一個橫向垂直呈30°(凡是用於長距離輸送帶膠)。短的傳遞帶正常為90°。大型帶式輸送機、長距離帶式輸送。
輸送帶接頭前的切割與膠粘劑與傳遞帶鏈條要拉緊, 較長的輸送帶應分段進行拉緊帶。拉緊前的預備事情及其主要:排名靠前,膠帶機張緊安裝鬆至要到位;第二,角鋼或其他資料將由孔夾具夾緊膠帶並用鋼絲繩將夾具固定;第三,機每一個細節都不成輕忽拉緊後,夾具連同傳遞帶兩側固定在框架兩側,以預防鬆動或鬆脫。
五輪山煤礦主斜井膠帶選用富大鋼絲繩芯膠帶,膠帶強度ST2500。—高溫硫化機框架硫化通過對該膠帶的硫化,總結膠帶硫化粘接方式簡述如下。