全自動粉末成型液壓機
全自動粉末成型液壓機又稱為粉末油壓機、粉...


谘詢熱線
137-0088-0637作者:時間:2019-11-14 07:42364 次瀏覽
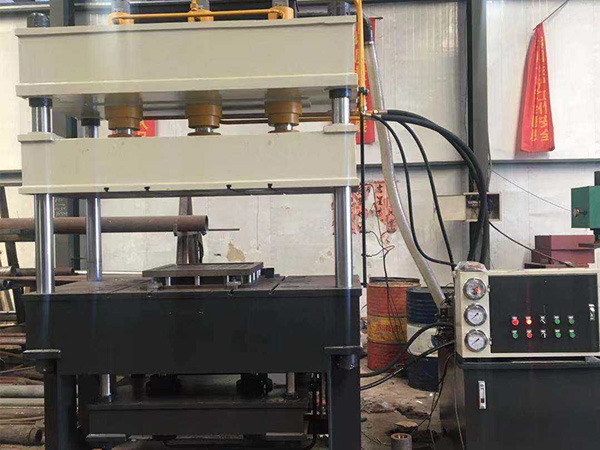
硫化機下加熱板孔中心與推頂器中心的一致,是保證安裝活絡模型後,硫化輪胎質量的關鍵。因此,下加熱板中心必須同推頂器中心保持一致,這樣當推頂器的中心在合模狀態不變時,就要以推頂器的中心為基礎,對下加熱板進行調整,使下加熱板中心同推頂器中心保持在一條軸心線上。
把機器上橫梁開至合模位置高度,將丈量胎具下凸台放置在下加熱板孔內,在胎具的上方放置磁力表座,百分表表頭觸到推頂器外徑上,轉動胎具,胎具在下加熱板孔內轉動,百分表表頭可圍繞推頂器外徑轉動,丈量出前後、左右相差數值,根據所測前後、左右相差數值,可知下加熱板同推頂器的偏差,用下加熱板四角焊接在機座上的調整塊上頂絲調整,直至下熱板前後、左右數值一致為止,很後再將下加熱板同底座上的四個內六角螺栓擰緊,此時調整結束。
定中心機構的安裝是保證子午線活絡模硫化機合模時重複精度的方法。在10台硫化機改造過程中,由於未安裝定中心機構,經過一段時間生產,發現部分機台由於機器在加工過程中的誤差及裝配過程的積累誤差,使上橫梁在開到上極限再到下極限後,有左右飄移現象,合模時重複精度無法保證。為解決合模時重複精度題目,必須安裝定中心裝置,做為兩半模的生產,合模時重複精度表現不突出的原因是,在上橫梁到達合模狀態時,上橫梁的左右飄移量是由兩半模上模與下模斜麵來糾正的。